


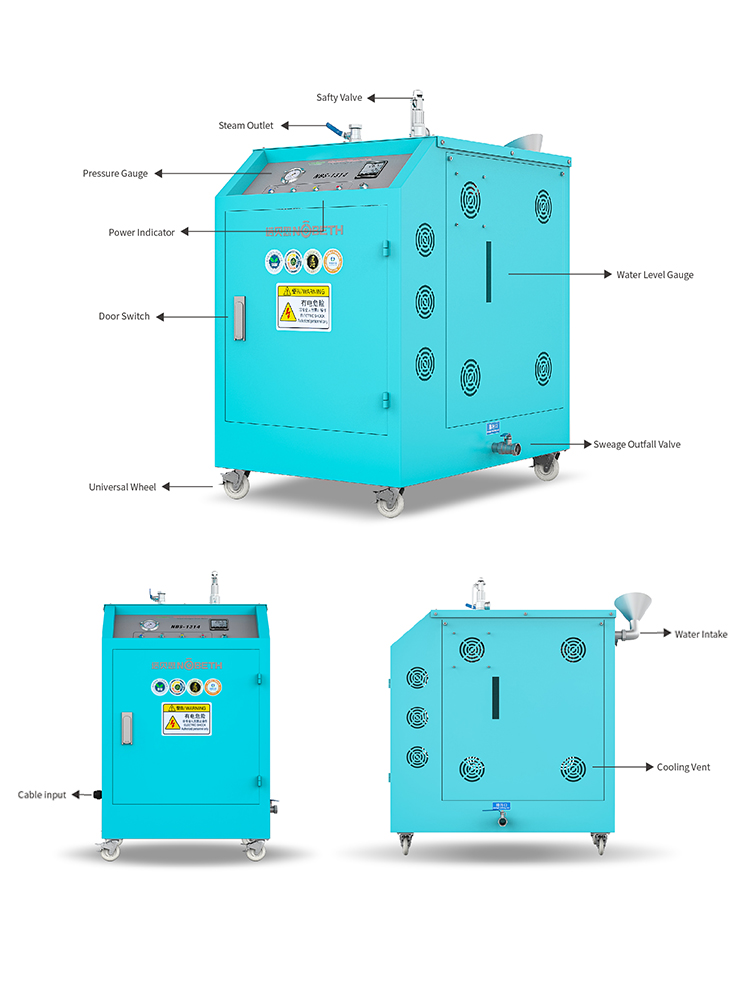
4,5 kW elektrischer Dampfgenerator für Labor
2. Erholung durch Gegendruck
Bei dieser Methode wird das Kondensat durch Ausnutzung des Dampfdrucks im Abscheider zurückgewonnen.
Die Kondensatleitung ist über den Kesselspeisetank hinausgeführt. Der Dampfdruck im Kondensatableiter muss daher den statischen Druck und Reibungswiderstand der Kondensatleitung sowie den eventuellen Gegendruck aus dem Kesselspeisetank überwinden können. Beim Kaltstart, wenn die Kondenswassermenge am höchsten und der Dampfdruck niedrig ist, kann das Kondenswasser nicht zurückgewonnen werden. Dies führt zu einer Startverzögerung und kann zu einem Wasserschlag führen.
Bei Dampfanlagen mit Temperaturregelventilen ist die Dampfdruckänderung abhängig von der Dampftemperaturänderung. Der Dampfdruck kann das Kondensat nicht aus dem Dampfraum entfernen und in die Kondensatleitung zurückführen. Dies führt zu Wasseransammlungen im Dampfraum, Temperaturungleichgewichten, thermischer Belastung und möglichen Wasserschlägen sowie zu Schäden. Die Prozesseffizienz und -qualität sinken.
3. Durch den Einsatz der Kondensatrückgewinnungspumpe
Die Kondensatrückgewinnung kann durch die Simulation der Schwerkraft erreicht werden. Das Kondensat fließt durch die Schwerkraft in einen atmosphärischen Kondensatsammelbehälter. Dort führt eine Rückgewinnungspumpe das Kondensat in den Heizraum zurück.
Die richtige Pumpenauswahl ist wichtig. Kreiselpumpen sind hierfür nicht geeignet, da das Wasser durch die Rotation des Pumpenrotors gepumpt wird. Durch die Rotation sinkt der Druck des Kondenswassers, und im Leerlauf erreicht der Druck ein Minimum. Bei einer Kondenswassertemperatur von 100 °C Atmosphärendruck führt der Druckabfall dazu, dass ein Teil des Kondenswassers nicht mehr flüssig ist (je niedriger der Druck, desto niedriger die Sättigungstemperatur). Die überschüssige Energie führt dazu, dass ein Teil des Kondenswassers wieder zu Dampf verdampft. Steigt der Druck, platzen die Blasen, und das flüssige Kondenswasser prallt mit hoher Geschwindigkeit auf. Es entsteht Kavitation, die das Schaufellager beschädigt und den Pumpenmotor durchbrennen lässt. Um dies zu verhindern, kann die Förderhöhe der Pumpe erhöht oder die Temperatur des Kondenswassers gesenkt werden.
Normalerweise erhöht man die Förderhöhe der Kreiselpumpe, indem man den Kondensatsammelbehälter mehrere Meter über die Pumpe anhebt, sodass eine Höhe von über 3 Metern erreicht wird. So gelangt das Kondensat der Prozessanlage in den Sammelbehälter, indem das Rohr hinter dem Kondensatableiter angehoben wird, sodass es eine Höhe über dem Sammelkasten erreicht. Dadurch entsteht ein Gegendruck im Kondensatableiter, der die Entfernung des Kondensats aus dem Dampfraum erschwert.
Die Kondensattemperatur kann durch den Einsatz eines großen, nicht isolierten Kondensatsammelbehälters gesenkt werden. Die Zeit, die das Wasser im Sammelbehälter benötigt, um vom niedrigen auf den hohen Pegel zu steigen, reicht aus, um die Kondensattemperatur auf 80 °C oder weniger zu senken. Dabei gehen 30 % des heißen Sterns verloren. Pro Tonne Kondensat, das auf diese Weise zurückgewonnen wird, werden 8300 000 J Energie oder 203 Liter Heizöl verschwendet.






Produktkategorien






-

E-Mail
-

Telefon
-
WhatsApp
-

Spitze


